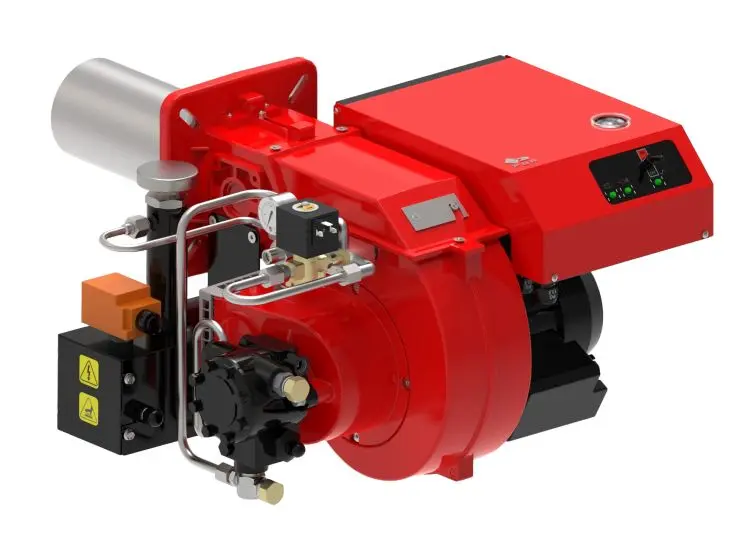
FBR Heavy Oil Burner
Provides high efficiency and reliability in industrial heating systems. With a wide product range, you can achieve performance suited to different needs through gas, diesel, fuel oil, and dual-fuel options.
Follow our YouTube page for other Insuz products.
FBR Heavy Oil Burner Superior Performance in Industrial Efficiency
FBR Burners are designed to deliver high efficiency, reliable operation, and long-lasting performance in industrial heating systems. Fuel oil is a type of liquid fuel with high energy density; therefore, it is widely used in large-scale boilers, drying systems, furnaces, and process lines. The FBR brand stands out with advanced burner technologies that maximize the potential of this fuel.
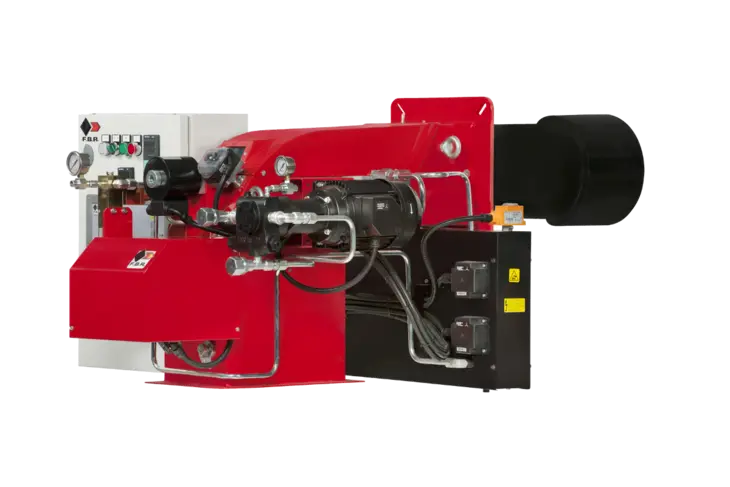
Single Stage, Two Stage, and Three Stage Operation Options
FBR Burners are produced in single-stage, two-stage, and three-stage versions according to different application needs.
- Single-stage models operate at constant power, offering an economical solution for small-capacity systems.
- Two-stage burners automatically switch between two combustion levels, increasing energy efficiency.
- Three-stage models provide advanced control capability that responds to wide variations in heat load, ensuring optimum performance in large industrial systems.
This multi-stage structure enables precise combustion control according to the system’s energy demand, reduces fuel consumption, and improves boiler efficiency.
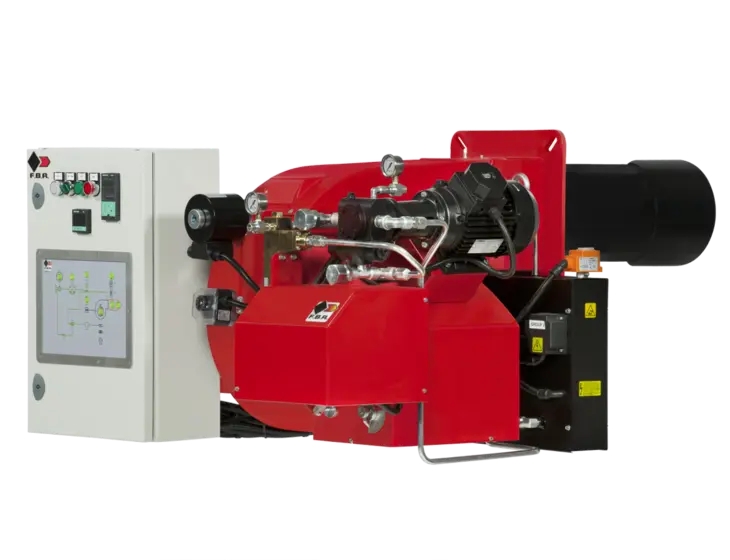
Proportional (Modulating) Control for Precise Power Management
Modulating type FBR Heavy Oil Burner feature advanced control systems capable of continuously adjusting the combustion power. This technology responds instantly to load changes, maintains constant temperature, and prevents unnecessary fuel consumption.
It delivers maximum efficiency, minimum emissions, and stable combustion performance, especially in industrial processes requiring high precision.
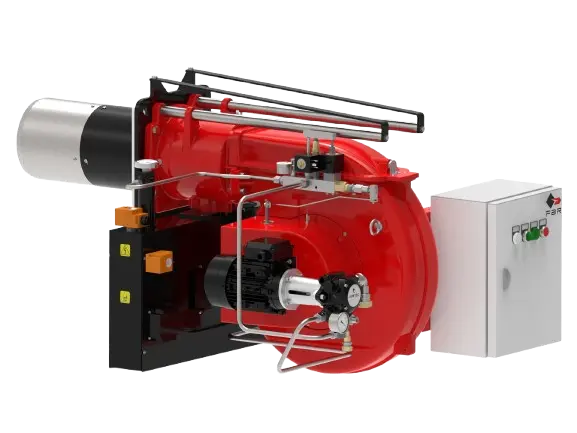
Industrial Durability and Safe Operation
All FBR Burners are built with a robust body designed to withstand heavy-duty conditions, featuring reliable ignition systems and modern automation panels. Easy maintenance, long service life, and high operational safety provide significant advantages for industrial users.
Energy Efficiency and Environmentally Friendly Combustion Technology
FBR Burner, with optimized combustion design and advanced control technologies, ensure full compliance with environmental standards through low NOx emissions. The three-stage and modulating systems generate only the required amount of energy, saving fuel and reducing carbon emissions.
Contact Us
FBR Burners are designed to operate in full compatibility with Insuz hot water boilers and steam boilers. They are the ideal solution for industrial facilities seeking high efficiency, safe operation, and long-lasting performance.
For detailed information, technical support, or a price quotation, please contact us.

 Русский
Русский Türkçe
Türkçe